જથ્થાબંધ કાચની બોટલ ખરીદતી વાઇનરી માટે, કાચની બોટલોની ગુણવત્તા સીધી રીતે વાઇન સંગ્રહની સલામતી, ઉત્પાદનની ગુણવત્તાની સ્થિરતા અને બ્રાન્ડ છબી પણ નક્કી કરે છે. હલકી ગુણવત્તાવાળી કાચની બોટલ પરિવહન દરમિયાન ફાટી શકે છે, અસમાન દિવાલની જાડાઈને કારણે વાઇન લીક થઈ શકે છે, અથવા તો હાનિકારક પદાર્થો લીચ થઈ શકે છે, જેનાથી વાઇનરીઓને ભારે આર્થિક નુકસાન થઈ શકે છે. SGS અને LFGB પ્રમાણપત્રો ધરાવતા વ્યાવસાયિક કાચની બોટલ ઉત્પાદક તરીકે, અમે વાઇન બોટલોના જથ્થાબંધ ઉત્પાદનમાં સમૃદ્ધ અનુભવ સંચિત કર્યો છે. આજે, અમે કાચની બોટલોની ગુણવત્તાને અસર કરતા મુખ્ય પરિબળોનું ઊંડાણપૂર્વક વિશ્લેષણ કરીશું, જે તમને જથ્થાબંધ ખરીદી દરમિયાન ઉત્પાદનોની ગુણવત્તાનું સચોટ મૂલ્યાંકન કરવામાં અને સંભવિત જોખમોને ટાળવામાં મદદ કરશે.

1. ઉત્પાદકની ટેકનિકલ શક્તિ: જથ્થાબંધ ગુણવત્તા સ્થિરતાની મુખ્ય ગેરંટી
કાચની બોટલ ઉત્પાદકોની તકનીકી શક્તિ એ "સખત શક્તિ" છે જે જથ્થાબંધ ઉત્પાદનોની ગુણવત્તા નક્કી કરે છે. વાઇનરી માટે, અદ્યતન ઉત્પાદન તકનીક, પરિપક્વ સંચાલન મોડેલ અને સારી ઉદ્યોગ પ્રતિષ્ઠા ધરાવતા ઉત્પાદકની પસંદગી એ કાચની બોટલોની ગુણવત્તા સુનિશ્ચિત કરવા માટેનું પ્રથમ પગલું છે. ખાસ કરીને, તકનીકી શક્તિ ત્રણ પાસાઓમાં પ્રતિબિંબિત થાય છે:
અદ્યતન ઉત્પાદન સાધનો: આધુનિક પૂર્ણ-સ્વચાલિત ઉત્પાદન લાઇન (જેમ કે આયાતી જર્મન CNC ફોર્મિંગ સાધનો) કાચની બોટલના ઉત્પાદનની દરેક કડીને કાચના ગોબ્સના વજનથી ચોક્કસ રીતે નિયંત્રિત કરી શકે છે (ભૂલ≤±5g) દિવાલની જાડાઈ (સહનશીલતા) ની એકરૂપતા સુધી≤±૦.૧ મીમી). જૂના સેમી-ઓટોમેટિક સાધનોનો ઉપયોગ કરતા નાના ઉત્પાદકોની તુલનામાં, અદ્યતન સાધનો દ્વારા ઉત્પાદિત ઉત્પાદનોનો લાયક દર ૯૯.૫% કે તેથી વધુ છે, જે બલ્ક ઓર્ડરમાં અસમાન ગુણવત્તાની સમસ્યાને ટાળી શકે છે.
પરિપક્વ પ્રક્રિયા સિસ્ટમ: વ્યાવસાયિક ઉત્પાદકો પાસે વાઇન બોટલના ઉત્પાદન માટે પ્રક્રિયા ધોરણોનો સંપૂર્ણ સેટ છે, જેમાં કાચા માલનું પ્રમાણ, ગલન તાપમાન નિયંત્રણ (૧૫૮૦)નો સમાવેશ થાય છે.℃સતત તાપમાન), ફોર્મિંગ પ્રેશર એડજસ્ટમેન્ટ, વગેરે. ઉદાહરણ તરીકે, અમારી ફેક્ટરીને ધ્યાનમાં લેતા, અમે વિવિધ પ્રકારની વાઇન બોટલો (જેમ કે રેડ વાઇન બોટલ, સ્પાર્કલિંગ વાઇન બોટલ, બ્રાન્ડી બોટલ) માટે લક્ષિત પ્રક્રિયા પરિમાણો ઘડ્યા છે. ઉદાહરણ તરીકે, સ્પાર્કલિંગ વાઇન બોટલોના ફોર્મિંગ પ્રેશરમાં 20% વધારો કરવામાં આવે છે જેથી તેમના દબાણ પ્રતિકારને વધારી શકાય, જેથી તેઓ વાઇન સ્ટોરેજ દરમિયાન કાર્બન ડાયોક્સાઇડના આંતરિક દબાણનો સામનો કરી શકે.
કડક ગુણવત્તા વ્યવસ્થાપન સિસ્ટમ: અદ્યતન ઉત્પાદકોએ કાચા માલના નિરીક્ષણથી લઈને ફિનિશ્ડ પ્રોડક્ટ ડિલિવરી સુધી સંપૂર્ણ-પ્રક્રિયા ગુણવત્તા નિયંત્રણ પ્રણાલી સ્થાપિત કરી છે. ફેક્ટરી છોડતા પહેલા ઉત્પાદનોના દરેક બેચે ભારે ધાતુના લીચિંગ, દબાણ પ્રતિકાર અને અસર પ્રતિકાર જેવા અનેક પરીક્ષણો પાસ કરવા આવશ્યક છે. અમારી ફેક્ટરીએ ISO9001 ગુણવત્તા વ્યવસ્થાપન સિસ્ટમ પ્રમાણપત્ર પાસ કર્યું છે, અને તમામ વાઇન બોટલ ઉત્પાદનોએ SGS અને LFGB પ્રમાણપત્રો મેળવ્યા છે, જે ઉત્પાદન ગુણવત્તાનો મજબૂત પુરાવો છે.
એ વાત પર ભાર મૂકવો જોઈએ કે જથ્થાબંધ ખરીદી કરતી વાઇનરી માટે, ઉત્પાદકોની તકનીકી શક્તિ ડિલિવરી કાર્યક્ષમતાને સીધી અસર કરે છે. 8 પૂર્ણ-સ્વચાલિત ઉત્પાદન લાઇન સાથેની અમારી ફેક્ટરી 15 દિવસમાં 1 મિલિયન પ્રમાણભૂત વાઇન બોટલનું ઉત્પાદન અને ડિલિવરી પૂર્ણ કરી શકે છે, જે ખાતરી કરે છે કે વાઇનરીના ઉત્પાદન સમયપત્રકમાં વિલંબ ન થાય.

2. ગ્લાસ મોલ્ડ ગુણવત્તા: બોટલનો આકાર અને ચોકસાઇ નક્કી કરતી "બ્લુપ્રિન્ટ"
કાચના મોલ્ડની ડિઝાઇન અને ઉત્પાદન ગુણવત્તા કાચની બોટલોના દેખાવ અને પરિમાણીય ચોકસાઈને અસર કરતી એક મુખ્ય પરિબળ છે. ઉચ્ચ-ગુણવત્તાવાળી મોલ્ડ ઉત્પાદન ભૂલોને ઘટાડી શકે છે, જ્યારે ખામીયુક્ત મોલ્ડ માત્ર વાઇનરીની જરૂરિયાતોને પૂર્ણ કરવામાં નિષ્ફળ જશે નહીં પરંતુ સંસાધનો અને ખર્ચનો બગાડ પણ કરશે. વાઇનરીની જથ્થાબંધ ખરીદી માટે, મોલ્ડની ગુણવત્તાની અસર મુખ્યત્વે નીચેના પાસાઓમાં પ્રતિબિંબિત થાય છે:
૨.૧ ઘાટની પરિમાણીય ચોકસાઈ
ઘાટ કાચની બોટલોનું "ટેમ્પલેટ" છે. તેની આંતરિક રચનાની ચોકસાઈ સીધી બોટલનું કદ (જેમ કે ઊંચાઈ, વ્યાસ, ગરદનનું કદ) નક્કી કરે છે. જો ઘાટમાં પરિમાણીય ભૂલો હોય, તો તે સમાન બેચમાં કાચની બોટલોના કદમાં અસંગતતા તરફ દોરી જશે. વાઇનરી માટે, આનાથી ભરણ રેખાને મેચ કરવામાં મુશ્કેલી અને સંગ્રહ દરમિયાન અસમાન સ્ટેકીંગ જેવી સમસ્યાઓ થશે. અમારી ફેક્ટરી મોલ્ડ બનાવવા માટે ઉચ્ચ-તાપમાન પ્રતિરોધક એલોય સ્ટીલનો ઉપયોગ કરે છે, અને મશીનિંગ ચોકસાઈ અંદર નિયંત્રિત થાય છે±૦.૦૫ મીમી. જથ્થાબંધ ઓર્ડર માટે, અમે વિવિધ પ્રકારની બોટલના ક્રોસ-પ્રદૂષણને ટાળવા માટે સમર્પિત મોલ્ડનો ઉપયોગ કરીશું અને ખાતરી કરીશું કે દરેક બોટલની પરિમાણીય સુસંગતતા વાઇનરીની જરૂરિયાતોને પૂર્ણ કરે છે.
૨.૨ ઘાટની સપાટીની ગુણવત્તા
ઘાટની સપાટીની પૂર્ણાહુતિ કાચની બોટલોની સપાટીની સરળતાને સીધી અસર કરે છે. જો ઘાટની સપાટી ખરબચડી હોય અથવા તેમાં બરડ હોય, તો ઉત્પાદિત કાચની બોટલોમાં સ્ક્રેચ અને અસમાનતા જેવી સપાટીની ખામીઓ હશે, જે ઉત્પાદનના દેખાવ અને ગ્રાહકની ખરીદીની ઇચ્છાને અસર કરશે. વધુમાં, સરળ ઘાટની સપાટી રચના પ્રક્રિયા દરમિયાન કાચ અને ઘાટ વચ્ચેના ઘર્ષણને ઘટાડી શકે છે, વધુ પડતા પ્રતિકારને કારણે થતા પરપોટા અને તિરાડો જેવા ખામીઓને ટાળી શકે છે. અમારી ફેક્ટરીના ઘાટ ગ્રાઇન્ડીંગ અને પોલિશિંગ જેવી બહુવિધ પ્રક્રિયાઓમાંથી પસાર થશે, અને સપાટીની ખરબચડી≤રા૦.૮μm, ખાતરી કરે છે કે ઉત્પાદિત કાચની બોટલોની સપાટી સરળ અને પારદર્શક હોય.
૨.૩ મોલ્ડ સર્વિસ લાઇફ અને જાળવણી
જથ્થાબંધ ઉત્પાદન માટે, મોલ્ડની સેવા જીવન પણ ઉત્પાદનની ગુણવત્તા સ્થિરતાને અસર કરતું એક મહત્વપૂર્ણ પરિબળ છે. ઉચ્ચ-ગુણવત્તાવાળા મોલ્ડ ઉચ્ચ-તાપમાન પીગળેલા કાચના ધોવાણનો સામનો કરી શકે છે (લગભગ 1100℃) લાંબા સમય સુધી, અને 100,000+ બોટલનું ઉત્પાદન કર્યા પછી ઉત્પાદનની ગુણવત્તામાં ઘટાડો થશે નહીં. અમારી ફેક્ટરીમાં એક વ્યાવસાયિક મોલ્ડ જાળવણી ટીમ છે જે નિયમિતપણે મોલ્ડનું નિરીક્ષણ અને જાળવણી કરે છે, જેમાં મોલ્ડની સપાટીને સાફ કરવી, ઘસારાના ભાગોનું સમારકામ વગેરેનો સમાવેશ થાય છે, જેથી ખાતરી કરી શકાય કે મોલ્ડ હંમેશા શ્રેષ્ઠ કાર્યકારી સ્થિતિમાં છે.

૩. એનલીંગ પ્રક્રિયા: વિવિધ વાઇન પ્રકારો માટે ઊંડાણપૂર્વક ટેકનિકલ વિશ્લેષણ અને કસ્ટમાઇઝેશન
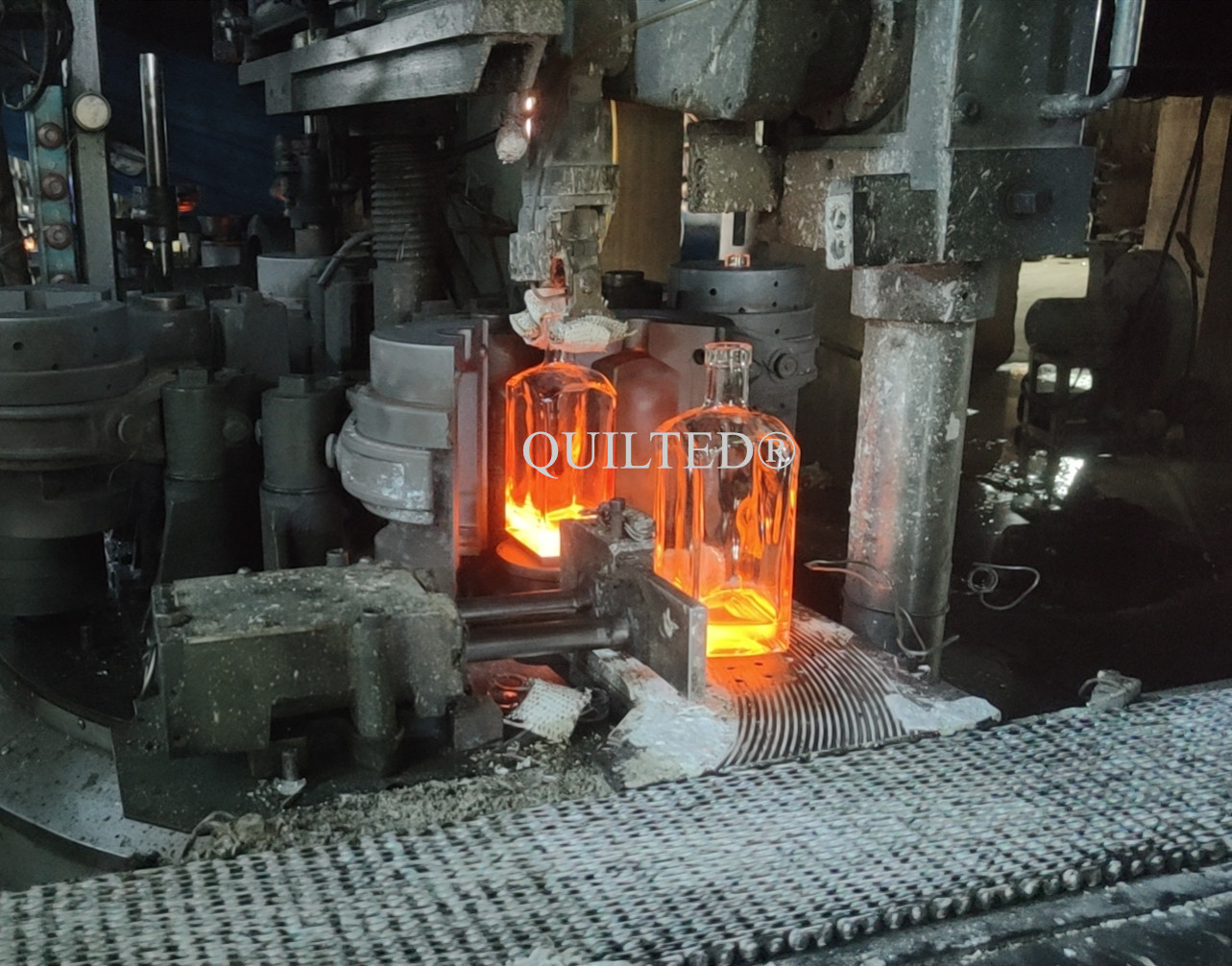
કાચની બોટલ બન્યા પછી, તે તાપમાન અને આકારમાં ભારે ફેરફારોમાંથી પસાર થશે.-1100 થી℃પીગળેલા કાચને ઓરડાના તાપમાને ઘન બોટલમાં રૂપાંતરિત કરો. તાપમાનમાં આ ઝડપી ઘટાડો કાચની અંદર અસમાન થર્મલ વિસ્તરણ અને સંકોચનનું કારણ બને છે, જેના પરિણામે "આંતરિક તણાવ" થાય છે. જો આંતરિક તણાવ દૂર કરવામાં ન આવે, તો કાચની બોટલ સંગ્રહ દરમિયાન (દા.ત., વેરહાઉસમાં તાપમાનમાં ફેરફાર), પરિવહન (દા.ત., અથડામણ અને કંપન), અથવા ઉપયોગ (દા.ત., ગરમ વાઇન ભરવા) તિરાડ પડવાની સંભાવના રહેશે. આ સમસ્યાને ઉકેલવા માટે એનિલિંગ પ્રક્રિયા મુખ્ય પગલું છે, અને તેની તકનીકી વિગતો કાચની બોટલની યાંત્રિક શક્તિ અને સેવા જીવનને સીધી રીતે નક્કી કરે છે.
૩.૧ એનિલિંગના મુખ્ય સિદ્ધાંતો અને મુખ્ય ટેકનિકલ પરિમાણો
એનેલીંગનો સાર એ છે કે "રચાયેલી કાચની બોટલને 'એનીલીંગ તાપમાન શ્રેણી' (520-600) સુધી ફરીથી ગરમ કરવી℃સોડા-લાઈમ ગ્લાસ માટે, જે તાપમાન શ્રેણી છે જ્યાં કાચનો આંતરિક તાણ હળવો કરી શકાય છે) અને પછી તેને ધીમે ધીમે ઠંડુ કરો". ચાવી બે પરિમાણોમાં રહેલી છે:એનેલીંગ તાપમાનઅનેઠંડક દર.
એનલીંગ તાપમાન: ખૂબ ઓછું તાપમાન આંતરિક તાણને સંપૂર્ણપણે હળવું કરી શકતું નથી; ખૂબ વધારે તાપમાન કાચની બોટલને વિકૃત કરશે. અમારી ફેક્ટરી એક બુદ્ધિશાળી તાપમાન નિયંત્રણ પ્રણાલીનો ઉપયોગ કરે છે જેમાં ચોકસાઇ હોય છે±3℃બોટલની જાડાઈ અનુસાર એનેલીંગ તાપમાન લોક કરવા માટે. પ્રમાણભૂત 750 મિલી રેડ વાઇન બોટલ (દિવાલની જાડાઈ 2.8-3.2 મીમી) માટે, એનેલીંગ તાપમાન 560 પર સેટ કરેલ છે.℃; જાડા તળિયાવાળી વ્હિસ્કી બોટલો (તળિયે જાડાઈ 8-10 મીમી) માટે, તાપમાન વધારીને 580 કરવામાં આવે છે.℃જાડા કાચનો ભાગ સંપૂર્ણપણે તણાવ મુક્ત કરી શકે તેની ખાતરી કરવા માટે.
ઠંડક દર: એનિલિંગ તાપમાન શ્રેણીમાં ઠંડક દર સૌથી મહત્વપૂર્ણ છે. જો ખૂબ ઝડપથી ઠંડુ કરવામાં આવે તો, આંતરિક તાણ ફરીથી દેખાશે; જો ખૂબ ધીમેથી ઠંડુ કરવામાં આવે તો, ઉત્પાદન કાર્યક્ષમતામાં ઘટાડો થશે. અમે "સેગમેન્ટેડ કૂલિંગ" વ્યૂહરચના અપનાવીએ છીએ: પ્રથમ, એનિલિંગ તાપમાનથી 400 સુધી ઠંડુ કરો.℃૫ ના દરે℃/મિનિટ (તણાવ રાહતનો તબક્કો); પછી 400 થી ઠંડુ કરો℃200 સુધી℃૧૦ ના દરે℃/ મિનિટ; છેલ્લે, 15 ના દરે ઓરડાના તાપમાને ઠંડુ કરો℃/ મિનિટ. તણાવ દૂર કરવા અને ઉત્પાદન કાર્યક્ષમતા વચ્ચેનું આ સંતુલન સુનિશ્ચિત કરે છે કે તૈયાર બોટલનો આંતરિક તણાવ≤5MPa (12MPa ની ઉદ્યોગ મર્યાદાથી ઘણું નીચે).
૩.૨ એનલીંગ ગુણવત્તા પરીક્ષણ: અસર કેવી રીતે ચકાસવી?
જથ્થાબંધ વાઇનરી ખરીદતી વખતે, કાચની બોટલોની એનિલિંગ ગુણવત્તા ચકાસવી ખૂબ જ મહત્વપૂર્ણ છે. અમારી ફેક્ટરી બે વ્યાવસાયિક પરીક્ષણ પદ્ધતિઓનો ઉપયોગ કરે છે જેથી ખાતરી કરી શકાય કે ઉત્પાદનોનો દરેક બેચ ધોરણને પૂર્ણ કરે છે:
પોલરાઇઝ્ડ લાઇટ સ્ટ્રેસ ટેસ્ટ: કાચની બોટલને પોલરાઇઝ્ડ લાઇટ ટેસ્ટરમાં મૂકો.-જો સ્પષ્ટ તેજસ્વી અને ઘાટા પટ્ટાઓ હોય, તો તેનો અર્થ એ છે કે આંતરિક તાણ અવશેષ છે. અમારા લાયક ઉત્પાદનોમાં કોઈ સ્પષ્ટ તાણ પટ્ટાઓ નથી, અને તાણ વિતરણ સમાન છે.

થર્મલ શોક ટેસ્ટ: વાઇનરીઓના તાપમાનમાં ભારે ફેરફારના દૃશ્યનું અનુકરણ કરો (દા.ત., -10 થી℃કોલ્ડ સ્ટોરેજ 40 સુધી℃પરિવહન). બોટલ -10 માં પલાળેલી છે℃2 કલાક માટે રેફ્રિજન્ટ, પછી તરત જ 40 પર સ્થાનાંતરિત℃2 કલાક માટે ગરમ પાણી. લાયક બોટલો (એનીલિંગ પછી) ફાટશે નહીં કે લીક થશે નહીં, જે મોટા તાપમાન તફાવતો (જેમ કે ઉત્તરી યુરોપ અને ઉત્તર અમેરિકા) ધરાવતા પ્રદેશોમાં નિકાસ કરતી વાઇનરીઓ માટે મુખ્ય ગેરંટી છે.
અમારી ફેક્ટરીને ઉદાહરણ તરીકે લઈએ તો, અમે વિવિધ પ્રકારના વાઇન માટે તેમના સંગ્રહ અને ઉપયોગની લાક્ષણિકતાઓના આધારે કસ્ટમાઇઝ્ડ એનિલિંગ પ્રક્રિયાઓ વિકસાવી છે:
| વાઇનનો પ્રકાર | કાચની બોટલો માટે મુખ્ય ગુણવત્તા આવશ્યકતાઓ | કસ્ટમાઇઝ્ડ એનલીંગ સ્કીમ | ગુણવત્તા ગેરંટી અસર |
| રેડ વાઇન (લાંબા ગાળાની વૃદ્ધત્વ, 2-5 વર્ષ) | ઉચ્ચ દબાણ પ્રતિકાર (થોડા આથો ગેસનો સામનો કરવા માટે), મજબૂત થર્મલ સ્થિરતા (વેરહાઉસ તાપમાનના ફેરફારોને અનુકૂલન કરવા માટે) | એનલીંગ તાપમાન 560℃, હોલ્ડિંગ સમય 5 કલાક, ધીમો ઠંડક દર (તાણ રાહત તબક્કામાં 5℃/મિનિટ) | આંતરિક તાણ ≤4MPa, થર્મલ શોક પ્રતિકાર ±50℃, 5-વર્ષના સંગ્રહ દરમિયાન કોઈ ક્રેકીંગ નહીં |
| સફેદ વાઇન/રોઝ વાઇન (ટૂંકા ગાળાનો તાજો સંગ્રહ, ≤1 વર્ષ) | હલકો (પરિવહન ખર્ચ ઘટાડવા માટે), સારી પારદર્શિતા (વાઇનનો રંગ બતાવવા માટે), મધ્યમ અસર પ્રતિકારકતા | એનલીંગ તાપમાન 550℃, હોલ્ડિંગ સમય 4 કલાક, થોડો ઝડપી ઠંડક દર (તાણ રાહત તબક્કામાં 8℃/મિનિટ) | આંતરિક તાણ ≤6MPa, રેડ વાઇનની બોટલોની તુલનામાં વજન 10% ઘટ્યું, અસર પ્રતિકાર 1.2m ડ્રોપ ટેસ્ટને પૂર્ણ કરે છે |
| સ્પાર્કલિંગ વાઇન/શેમ્પેન (ઉચ્ચ આંતરિક દબાણ, 0.8-1.2MPa) | અતિ-ઉચ્ચ દબાણ પ્રતિકાર, એકસમાન દિવાલ જાડાઈ, કોઈ શેષ તાણ નહીં (દબાણને કારણે વિસ્ફોટ ટાળવા માટે) | એનલીંગ તાપમાન 570℃, હોલ્ડિંગ સમય 6 કલાક, અતિ-ધીમો ઠંડક દર (સ્ટ્રેસ રિલેક્સેશન સ્ટેજમાં 3℃/મિનિટ), બોટલ શોલ્ડર માટે વધારાનું સેકન્ડરી એનલીંગ (સ્ટ્રેસ કોન્સન્ટ્રેશન એરિયા) | જથ્થાબંધ સંગ્રહમાં 1.5MPa (1.2MPa ના ધોરણ કરતાં વધુ) સુધીના આંતરિક દબાણનો સામનો કરી શકે છે, વિસ્ફોટ દર ≤0.01% છે. |
| ઉચ્ચ-આલ્કોહોલ ધરાવતું દારૂ (બ્રાન્ડી/વ્હિસ્કી, જાડી બોટલ નીચે) | જાડું તળિયું (સ્થિરતા વધારવા માટે), મજબૂત સ્ક્રેચ પ્રતિકાર, સ્વાદનું સ્થળાંતર નહીં | એનલિંગ તાપમાન 580℃, હોલ્ડિંગ સમય 7 કલાક, બોટલના તળિયા માટે લક્ષિત ગરમી જાળવણી (હોલ્ડિંગ સમય 2 કલાક વધારવો) | બોટલના તળિયાનો તણાવ સંપૂર્ણપણે દૂર, લાંબા ગાળાના સ્ટેકીંગ પછી કોઈ વિકૃતિ નહીં (8 સ્તરો), ઉચ્ચ-આલ્કોહોલ વાતાવરણમાં કોઈ ભારે ધાતુ લીચિંગ નહીં. |
નોંધ: જથ્થાબંધ ખરીદીમાં કાચની બોટલોના ક્રેકીંગ દરમાં ઘટાડો થવાનું એક મુખ્ય કારણ નબળી એનિલિંગ છે. જ્યારે વાઇનરીઓ જથ્થાબંધ ખરીદી કરે છે, ત્યારે તેઓ ઉત્પાદકોને એનિલિંગ પ્રક્રિયા પરિમાણો અને થર્મલ શોક ટેસ્ટ રિપોર્ટ્સ પ્રદાન કરવા માટે કહી શકે છે જેથી એનિલિંગની ગુણવત્તા ચકાસવામાં આવે. ખાસ વાઇન પ્રકારો (દા.ત., ઓછા તાપમાને સંગ્રહિત આઇસ વાઇન) માટે, અમે વ્યક્તિગત ગુણવત્તા જરૂરિયાતોને પૂર્ણ કરવા માટે એનિલિંગ પ્રક્રિયાને પણ કસ્ટમાઇઝ કરી શકીએ છીએ.
૪. ઓપરેટર કૌશલ્ય: ઉત્પાદન ગુણવત્તાની ખાતરી આપતું "માનવ પરિબળ"
આધુનિક કાચની બોટલનું ઉત્પાદન ખૂબ જ સ્વચાલિત હોવા છતાં, ઓપરેટરોની કુશળતા અને જવાબદારીની ભાવના હજુ પણ ઉત્પાદનની ગુણવત્તામાં મહત્વપૂર્ણ ભૂમિકા ભજવે છે. ખાસ કરીને કાચા માલના પ્રમાણ, મોલ્ડ ઇન્સ્ટોલેશન અને ગુણવત્તા નિરીક્ષણની કડીઓમાં, કામદારોનું સંચાલન સ્તર અંતિમ ઉત્પાદનની ગુણવત્તાને સીધી અસર કરે છે.
એક વ્યાવસાયિક કાચની બોટલ ઉત્પાદક ઓપરેટરો માટે વ્યવસ્થિત તાલીમનું આયોજન કરશે, જેમાં સાધનોનું સંચાલન, પ્રક્રિયા પરિમાણો નિયંત્રણ, ગુણવત્તા ખામી ઓળખ વગેરેનો સમાવેશ થાય છે. અમારા ફેક્ટરીના ઓપરેટરો પાસે સરેરાશ 3 વર્ષથી વધુ સંબંધિત કાર્ય અનુભવ છે, અને તેમની પોસ્ટ્સ લેતા પહેલા કડક કૌશલ્ય મૂલ્યાંકન પાસ કરવું આવશ્યક છે. ઉત્પાદન પ્રક્રિયામાં, ઓપરેટરો નિયમિતપણે અર્ધ-તૈયાર અને તૈયાર ઉત્પાદનોનું નિરીક્ષણ કરશે, અને જો કોઈ ખામી જોવા મળે તો તરત જ પ્રક્રિયા પરિમાણોને સમાયોજિત કરશે. ઉદાહરણ તરીકે, કાચા માલના પ્રમાણીકરણ લિંકમાં, કામદારો સૂત્ર અનુસાર દરેક કાચા માલનું સચોટ વજન કરશે જેથી ખાતરી કરી શકાય કે કાચની રચના ધોરણને પૂર્ણ કરે છે, ખોટા પ્રમાણીકરણને કારણે કાચની બોટલોની ઓછી શક્તિની સમસ્યાને ટાળી શકાય.
5. જથ્થાબંધ ખરીદી દરમિયાન વિવિધ પ્રકારની વાઇન માટે કાચની બોટલોની ગુણવત્તા કેવી રીતે નક્કી કરવી?
ગુણવત્તાને અસર કરતા ઉપરોક્ત પરિબળો અને વિવિધ પ્રકારના વાઇનની કસ્ટમાઇઝ્ડ જરૂરિયાતોના આધારે, વાઇનરીઓ જથ્થાબંધ ખરીદી દરમિયાન નીચેના લક્ષિત પાસાઓ પરથી કાચની બોટલોની ગુણવત્તાનું મૂલ્યાંકન કરી શકે છે:
ઉત્પાદકની લાયકાત અને કસ્ટમાઇઝ્ડ ક્ષમતાઓ તપાસો: SGS, LFGB અને ISO9001 જેવા સંબંધિત પ્રમાણપત્રો માટે પૂછો; ઉત્પાદક તમારા વાઇન પ્રકાર માટે કસ્ટમાઇઝ્ડ એનિલિંગ પ્રક્રિયાઓ અને મોલ્ડ ડિઝાઇન પ્રદાન કરી શકે છે કે કેમ તે સમજવા પર ધ્યાન કેન્દ્રિત કરો (દા.ત., સ્પાર્કલિંગ વાઇન માટે ઉચ્ચ-દબાણ પ્રતિરોધક બોટલ બનાવવાનો અનુભવ છે કે કેમ).
લક્ષિત નમૂના નિરીક્ષણ:
રેડ વાઇન માટે (લાંબા ગાળાની વૃદ્ધત્વ): દિવાલની જાડાઈ એકરૂપતા તપાસો (માપવા માટે કેલિપરનો ઉપયોગ કરો, ભૂલ≤±0.1mm) અને થર્મલ શોક ટેસ્ટ કરો (વેરહાઉસ તાપમાનમાં ફેરફારનું અનુકરણ કરો);
સ્પાર્કલિંગ વાઇન માટે: દબાણ પ્રતિકાર પરીક્ષણ રિપોર્ટની વિનંતી કરો (સહન કરવું આવશ્યક છે)≥૧.૨MPa) અને બોટલના ખભાની જાડાઈ તપાસો (≥૩.૫ મીમી);
સફેદ વાઇન માટે: પારદર્શિતાનું અવલોકન કરો (કોઈ પરપોટા કે અશુદ્ધિઓ નહીં) અને અસર પ્રતિકારનું પરીક્ષણ કરો (ક્રેકિંગ વિના 1.2 મીટર ડ્રોપ ટેસ્ટ).
ઉત્પાદન પ્રક્રિયાની વિગતો સમજો: ઉત્પાદકને તમારા વાઇનના પ્રકાર, મોલ્ડ સામગ્રી અને મશીનિંગ ચોકસાઈ અને કાચા માલના પ્રમાણ (સ્વાદનું સ્થળાંતર ન થાય તેની ખાતરી કરવા માટે) ને અનુરૂપ એનિલિંગ પ્રક્રિયા પરિમાણો (તાપમાન, હોલ્ડિંગ સમય) વિશે પૂછો.
બેચ-વિશિષ્ટ પરીક્ષણ અહેવાલોની વિનંતી કરો: બેચના ટેસ્ટ રિપોર્ટ્સ માટે પૂછો, જેમાં હેવી મેટલ લીચિંગ (હાઈ-આલ્કોહોલ લિકર માટે કી), આંતરિક દબાણ પ્રતિકાર (સ્પાર્કલિંગ વાઇન માટે કી), અસર પ્રતિકાર અને એનિલિંગ સ્ટ્રેસ ટેસ્ટ રિપોર્ટ્સનો સમાવેશ થાય છે, જેથી ખાતરી કરી શકાય કે ઉત્પાદન તમારા વાઇન પ્રકારની સલામતી અને ગુણવત્તાની જરૂરિયાતોને પૂર્ણ કરે છે.

6. જથ્થાબંધ ખરીદી માટે અમારી કાચની બોટલો શા માટે પસંદ કરવી?
કાચની બોટલની ગુણવત્તાને અસર કરતા ઉપરોક્ત તમામ પરિબળોમાં અમારી ફેક્ટરીના સ્પષ્ટ ફાયદા છે:
અદ્યતન તકનીકી શક્તિ: આયાતી પૂર્ણ-સ્વચાલિત ઉત્પાદન લાઇન અને સંપૂર્ણ ગુણવત્તા વ્યવસ્થાપન પ્રણાલીથી સજ્જ, જથ્થાબંધ ઉત્પાદન ગુણવત્તાની સ્થિરતા સુનિશ્ચિત કરે છે.
ઉચ્ચ-ચોકસાઇવાળા મોલ્ડ ઉત્પાદન: વ્યાવસાયિક મોલ્ડ ડિઝાઇન અને ઉત્પાદન ટીમ, કાચની બોટલોની પરિમાણીય ચોકસાઈ અને સપાટીની ગુણવત્તા સુનિશ્ચિત કરે છે.
કડક અનીલિંગ પ્રક્રિયા: ચોક્કસ તાપમાન નિયંત્રણ સાથે બુદ્ધિશાળી અનીલિંગ ભઠ્ઠી, આંતરિક તાણને સંપૂર્ણપણે દૂર કરે છે અને ક્રેકીંગના જોખમો ઘટાડે છે.
કુશળ ઓપરેટર ટીમ: વ્યવસ્થિત તાલીમ અને કડક મૂલ્યાંકન, ખાતરી કરે છે કે ઉત્પાદનની દરેક કડી પ્રમાણિત છે.
અધિકૃત પ્રમાણપત્ર ગેરંટી: બધા ઉત્પાદનોએ SGS અને LFGB પ્રમાણપત્રો પાસ કર્યા છે, જે વૈશ્વિક બજારોના સલામતી ધોરણોને પૂર્ણ કરે છે.
જો તમે વાઇનરી છો જે વિશ્વસનીય બલ્ક ગ્લાસ બોટલ સપ્લાયર શોધી રહ્યા છો, તો કૃપા કરીને અમારો સંપર્ક કરો. અમે તમને મફત નમૂના પરીક્ષણ, વિગતવાર ઉત્પાદન પ્રક્રિયા પરિચય અને બેચ પરીક્ષણ અહેવાલો પ્રદાન કરીશું, અને તમારા વાઇન પ્રકાર અને પ્રાપ્તિ વોલ્યુમ અનુસાર સૌથી યોગ્ય ગ્લાસ બોટલ સોલ્યુશન્સને કસ્ટમાઇઝ કરીશું.
પોસ્ટ સમય: નવેમ્બર-૧૬-૨૦૨૫